Ответы на вопросы об эльборовых брусках – «АЗТА»!
В сегодняшнем видео мы хотим ответить на ряд возникающих у Вас вопросов, касаемо эльборовых брусках на медно-оловянной связке – «АЗТА»!
Вопросы мы объединили в группы:
– как осуществляется контроль качества брусков?
– выберете мне самый ровный брусок!
– какие фракции выпускаются сейчас и планируются в будущем?
– подготовка брусков! Нужно ли их притирать/вскрывать после покупки?
– история создания брусков, проблемы, возникшие на старте продаж.
– кто производит абразивные бруски «АЗТА»?
Как осуществляется контроль качества продаваемых брусков?

Мы ответственно подходим к приемке каждого бруска. Бруски принимаются по 10 пунктам:
– визуальный осмотр:
1. наличии неровностей «коверн», «раковин» на рабочей и боковой
поверхностях бруска – не более 1 мм;
2. наличие фасок на рабочей поверхности бруска – не менее 0,5 мм;
3. закругление боковых поверхностей углов – не более 3 мм;
4. линейное искривление – не более 0,2 мм;
5. диагональное искривление – не более 0,2 мм;
6. плоско-параллельность бруска – разница не более 0,2 мм;
– микроскопия:
7. вскрытие рабочей поверхности бруска;
8. соответствие бруска заявленной гритности;
9. равномерное распределения зерна по рабочей поверхности;
10. наличие паразитного зерна на рабочей поверхности.
Выберете мне самый ровный брусок!
Все эльборовые платины, в обязательном порядке, проверяются нами по вышеуказанным пунктам. Бруски поступают к нам с завода в коробках по несколько штук. Каждая коробка имеет паспорт партии. Перед началом проверки производится визуальный осмотр на предмет дефектов, раковин, завалов, загрязнений и т.д.
Механика проверки следующая: новая пластина кладется на притирочную плиту рабочей поверхностью вниз. Нажимая поочередно на углы и проверяя щупом, выявляем диагональное искривление. На пластину кладем нагрузочный брусок массой 450 гр. Пытаемся вставить между плитой и пластиной узкий щуп номиналом 0,2 мм. При выявлении «седла» или «горба», такой брусок сразу отбраковывается.

Далее проверяем общую толщину бруска, которая должна быть не менее 3мм и плоско-параллельность – замеряя пластину в двух местах. Для замеров используем электронный штангенциркуль. Разница должна составлять не более 0,2 мм.

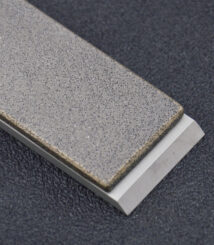
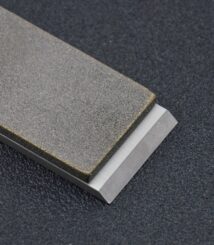
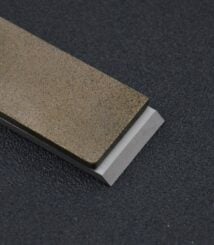
Переходим к микроскопии: на этом этапе проверяем размер эльборового зерна, равномерность распределение зерна по поверхности бруска, наличие паразитных вкраплений – на брусках 20/14, 14/10, 7/5 мкм. Размер зерна сравниваем по эталонным снимкам. Паразитные вкрапления дополнительно проверяются механическим способом – при помощи тонкого лезвия от канцелярского ножа. На брусках могут быть небольшие неровности, не влияющие на качество заточки. Браком они не являются.

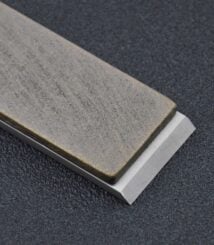
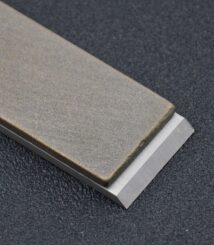
После приемки бруски наклеиваются на заранее подготовленные и гравированные алюминиевые бланки толщиной 3 мм. Перед наклейкой бланк обезжиривается. Брусок клеится на зарекомендовавший себя на других абразивах клей – «Титан».
В продажу, каждый брусок поступает в индивидуальном чехле с приложенным паспортом. В паспорте указаны основные данные бруска: размер зерна, тип и рабочая толщина связки, размер, а так же отметка «ОТК» и дата партии. На обратной стороне паспорта размещена инструкция по использованию брусков.

При покупке набора брусков, покупатель получает в подарок фирменную шкатулку для хранения 8 заточных брусков.


Деревянная шкатулка для хранения 8-ми заточных брусков, ЖУК
Компактная шкатулка под 8 брусков на бланках!

Какие фракции выпускаются сейчас и планируются в будущем?
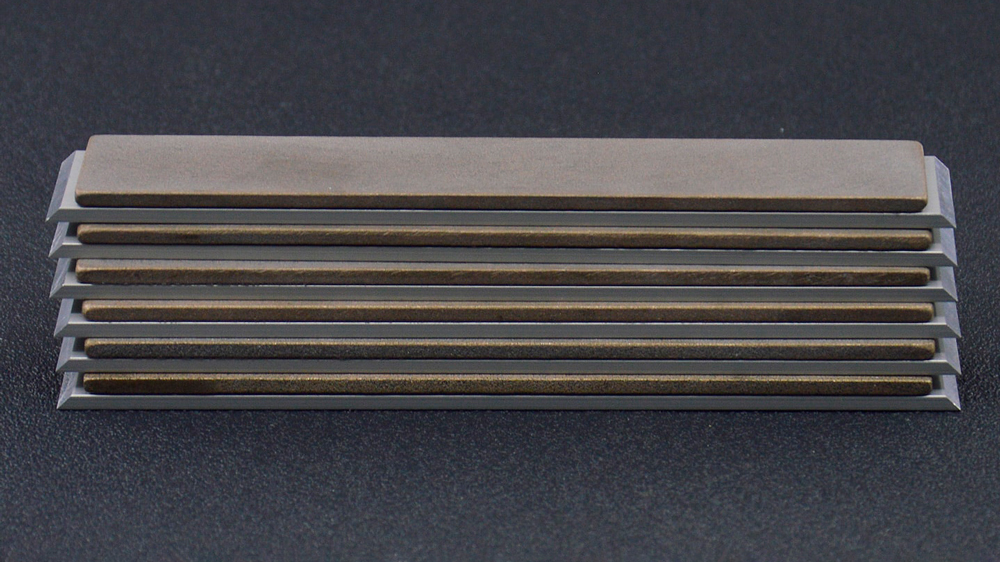
Опираясь на собственный опыт и опыт других заточников, мы сформировали сет из 6 основных брусков, которые и были запущены в первоначальное производство.
В этот набор включает следующие бруски:
– 200/160 – черновая заточка;
– 125/100 – грубая доводка при черновой заточки;
– 63/50 – тонкая доводка при черновой заточке;
– 28/50 – чистовая заточка;
– 14/10 – предварительная, тонкая доводка;
– 7/5 – тонкая доводка.
Позже к основному набору добавились промежуточные зерна:
– 315/250 – обдирка, максимальное снятие металла;
– 100/80 – средняя доводка при черновой заточке;
– 50/40 – грубая доводка при чистовой заточке;
– 40/28 – тонкая доводка при чистовой заточке.
Выпуск тонких брусков: 3/2, 1/0, 0,5/0 на данный момент, не планируется.
Подготовка брусков! Нужно ли их притирать/вскрывать после покупки?
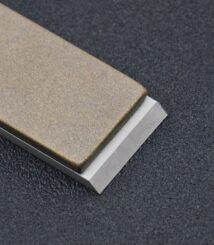
Бруски из серии «Премиум» вскрыты на заводе и дальнейшей подготовки не требуют. Притирание бруска происходит в процессе использования, после заточки нескольких ножей!
Но если Вы хотите ускорить этот процесс, бруски можно притереть принудительно. Для этого потребуется порошок карбида кремния и стекло для притирки, а для тонких гритностей металлическая притирочная плита и набор паст. Для удобства удержания тонкого, всего 6 мм бруска, рекомендую держатель для выравнивания брусков!


Держатель бруска СТАНДАРТНЫЙ для точилки ЖУК








Набор для выравнивания камней, ЖУК


Набор алмазных паст НОМ, SKATA


История создания брусков, проблемы, возникшие на старте продаж.
Идея сделать Российские эльборовые бруски на медно-оловяной связке возникла у нас в начале 2020 году. И в этом же году мы обратились с этой идеей на Томилинский завод. Выбор завода был не случаен, именно у него был опыт в создании алмазного и эльборового инструмента на МО связках.
Для образцов были взяты, представленные на тот момент на Российском рынке, бруски Полтавского и Киевского заводов.
На протяжении года мы совместно с заводом искали лучшее соотношение объема связки, ее твердость и концентрацию шлиф зерна. Известными заточниками, было проведено множество физических тестов в реальных условиях. Результаты этих тестов Вы можете найти на их каналах. Все пожелания были учтены и воплотились в выпускаемой продукции.
Для производства брусков, на заводе была выделена отдельная линия по прессовке и запеканию, закуплены новые пресс-формы, разработаны и опробованы новые способы по формированию фасок и первоначальному вскрытию брусков.
Но старт проекта не обошлось и без «ложки дегтя»! У одной из первых партий брусков была перепутана очередность технологии обработки фасок. В продажу поступило небольшое количество отбракованных брусков с не полностью обработанными фасками и небольшими «раковинами» на боковых поверхностях. Все это не как не влияло на качество бруска и заточки. По просьбе клиентов, большинство брусков мы заменили на новые.
Кто производит абразивные бруски «АЗТА»?
Эльборовые бруски на медно-оловянной связке «АЗТА» – это первые и единственные, на данный момент, бруски данного типа, выпускаемые в России!
Выпускает эти бруски АО “Московское производственное объединение по выпуску алмазного инструмента” – ранее Томилинский завод алмазного инструмента – одно из старейших специализированных предприятий инструментальной отрасли России. С 1959 г. производит режущей, правящей и шлифовальный инструмента из природных алмазов.
В 1961 г. Томилинский завод алмазного инструмента в содружестве со специалистами Института физики высоких давлений АН разработали технологию промышленного синтеза поликристаллических алмазов и поликристаллов кубического нитрида бора. С этого момента завод наладил производство шлифовальных кругов из отечественных синтетических алмазных и эльборовых порошков.
В настоящее время МПО представляет собой научно- производственный комплекс, куда входят научно-исследовательская лаборатория по синтезу алмазов, конструкторско-технологическая лаборатория по созданию новых конструкций инструментов и технологии их производства, конструкторский и технологический отделы, центр по испытанию алмазных инструментов и участок по изготовлению специального технологического оборудования.
Более подробную информацию о заводе, а так же выпускаемой продукции вы найдете на официальном сайте завода.
Выбери свои бруски















Мастер-класс в видео-формате
Специально для Вас мы записали данный мастер-класс в видео-формате. Ждем от вас комментарии и вопросы!
Здравствуйте! А когда появится 40/28?
Добрый день! Гритность 40/28 снята с производства!